



东莞市卓鼎机械设备科技有限公司
座机:0769-87887989
传真:0769-87881865
手机:13510105905
Http:www.zhuodinggroup.com
地址:东莞市塘厦镇清湖头社区清湖路9B号2栋
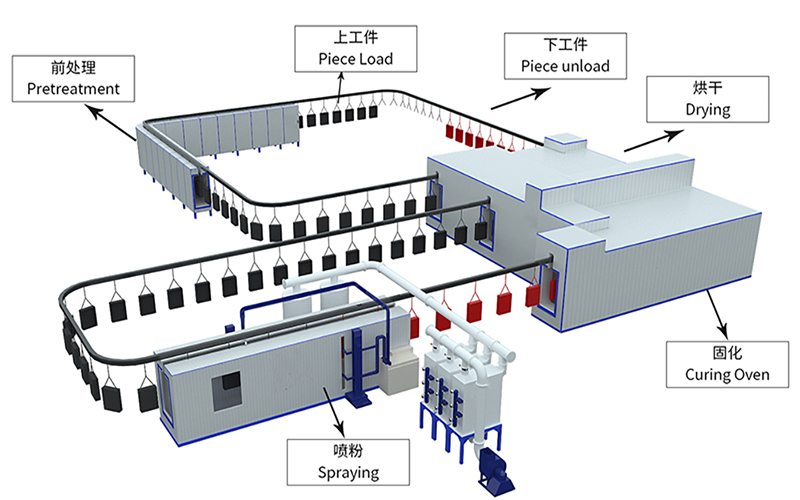
喷粉自动生产线工艺:上件→前处理(喷抛丸 / 喷淋式)→烘干→粉末喷涂系统→固化→下件
粉末喷涂之前,需要将待涂工件进行必要的前处理,例如除油、除锈、硅烷处理以及水洗等,必要的时候可能还需要进行打磨和喷砂清理提高涂层结合力强度。只有经过可靠前处理的工件才能确保涂层的均匀膜厚以及牢固吸附。当喷涂完毕后,则需要在一定时间内将喷涂工件送入烘炉进行烘烤,使得粉末涂层受热后根据不同的工艺需求形成完整涂膜。常见的固化方式有热风循环以及热辐射烘烤等。
粉末喷涂系统的主要组成部分
一套静电粉末喷涂系统主要由粉房、供粉设备、一套或数套静电喷枪及控制装置、静电发生器及一套粉末回收设备组成。
自动喷粉生产线喷粉房
喷粉房壁采用不锈钢板制成,坚固耐用;喷房内气流分布是根据空气动力学原理优化设计的,既有效防止溢粉,又能在喷粉区域获得较为稳定的气流场,将抽风形成的气流对喷粉过程的干扰降至最低程度。
喷粉生产线供粉系统
在供粉设备中,粉末处于流化的状态,这是通过压缩空气的作用而实现的,之后粉末通过虹吸作用被流动的气流带着,形成粉气混合,经过文丘里或 HDLV 粉泵、输粉管、最终到达喷枪上。
输送到喷枪上的粉末是可以调控的,具体地说就是可以分别调整输气量和雾化气压的参数,改变出粉量和粉末的雾化状态,从而实现不同的涂膜厚度,满足不同产品的需要。供粉装置必须有充足的能力,即便喷枪的输粉管有 50 英尺长,也可以提供足够的压力和流量。
喷枪
喷枪的结构设计须满足粉末的充电要求,功能设计须满足各种形式的喷涂作业和各种形状工件的喷涂要求。粉末喷涂的涂膜性能在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺的涂膜,成本也在同等效果的喷漆之下。
粉末烘干 ( 固化 ) 室
粉末烘干室在结构上可分为直通式烘干室和桥式或 π 型烘干室。为了减少热气外溢对车间的污染以及能耗的浪费;通常粉末烘干(固化)室由于温度较高,采用桥式结构;脱水烘干室可选择直通式或桥式结构,直通式烘干室需要在进出口设置风幕或者电动门,以减少热气外溢。


 中文
中文 英文
英文
 邮箱登录
邮箱登录



