东莞市卓鼎机械设备科技有限公司
座机:0769-87887989
传真:0769-87881865
手机:13510105905
Http:www.zhuodinggroup.com
地址:东莞市塘厦镇清湖头社区清湖路9B号2栋





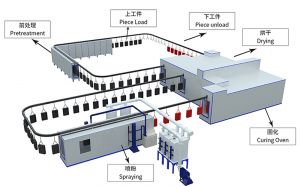
铝型材立式静电粉末喷涂的工艺流程
用静电粉末喷涂设备(静电喷塑机)把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层;粉状涂层经过高温烘烤流平固化,变成效果各异(粉末涂料的不同种类效果)的最终涂层 。
详细步骤
1、前处理
目的:除掉工件表面的油污、灰尘、锈迹,并在工件表面生成一层抗腐蚀且能够增加喷涂涂层附着力的“磷化层”或“铬化层”。 主要工艺步骤:除油、除锈、磷化(铬化)、钝化。工件经前处理后不但表面没有油、锈、尘,而且原来银白色有光泽的表面上生成一层均匀而粗糙的不容易生锈的灰色磷化膜(铬化膜),既能防锈又能增加喷塑层的附着力 。 常见前处理有浸泡式、喷淋式、瀑布式三种,浸泡式需要多个浸泡槽;喷淋则需要在喷涂流水线上设置一段喷淋线;瀑布式为溶液直接从高处顺着工件流下。
2、静电喷涂
目的:将粉末涂料均匀地喷涂到工件的表面上,特殊工件(包含容易产生静电屏蔽的位置)应该采用高性能的静电喷塑机来完成喷涂。 工艺步骤: 利用静电吸附原理,在工件的表面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收,过筛后可以再用
3、固化 目的:将喷涂后的粉末固化到工件表面上。工艺步骤;将喷涂后的工件至于200℃左右的高温炉内20分钟(固化的温度与时间根据所选粉末质量而定,特殊低温粉末固化温度为160℃左右,更加节省能源),使粉末浓融、流平、固化。


 中文
中文 英文
英文
 邮箱登录
邮箱登录